
[vc_row][vc_column][vc_column_text]پس از بررسی تجربی تغييرات بافت، سختی و استحكام رزوه های ايجاد شده در لوله با فرايند پيچ زنی غلطكی و ماشينكاری توسط افراد متخصص که در مقاله قبلی گفته شد، در این مقاله به بیان نتایج آن بررسی ها میپردازیم.
3- نتايج
3-1 نتايج بررسی ريزساختار و سختی
بعد از پوليش، اچ و مانت كردن قسمتهای بريده شده از نمونه های رزوه شده، ريزساختار آنها مورد بررسی و مقايسه قرارگرفت.
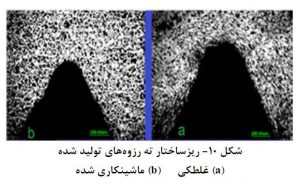
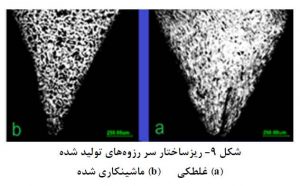
نتايج بررسی ريزساختار سر و ته رزوه های توليد شده در دو فرايند ماشينكاری و پيچ زنی غلطكی توسط ميكروسكوپ در شكل٩و١٠آورده شده است.
 [/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_column_text]
[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_column_text]
بررسی رزوه ها
در سر و ته روزه هايی كه با فرايند ماشينكاری ايجاد شده اند ريزساختار ماده چندان دچار تغيير و تحول نشده. فقط دانه بندی ماده در قسمت های برش خورده دچار بريدگی شده است. اما نتیجه حاصل از فرايند پيچ زنی غلطكی به علت جريان يافتن ماده و فشار وارده از سوی قالب ها ساختار دانه بندی ماده دچار تغيير شده و در قسمت های تغيير شكل يافته دانه های ماده دچار كشيدگی شده اند.
تغيير ساختار ماده در اثر كار سرد در فرايند پيچ زنی غلطكی نسبت به بريده شدن ساختار دانه بندی در فرايند ماشينكاری باعث افزايش سختی رزوه های حاصل از فرايند پيچ زنی غلطكی میشود.
 [/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_column_text]
[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_column_text]
شکل 12
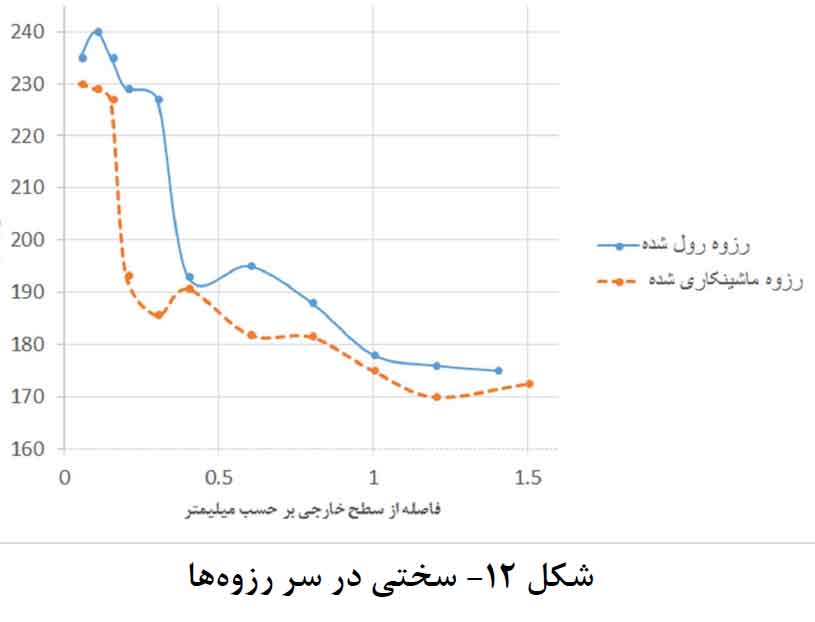
همانطور كه در نمودارهای شكل١٢ مشخص است اگر از سر رزوه حاصل از فرايند پيچ زنی غلطكی به سمت پای دنده حركت شود، قسمت های نزديك به سطح آزاد قطعه دارای سختی پايينتر از قسمت های كمی پايينتر است. دليل آن ميتواند شركت نداشتن ماده ای كه در اين سطح میباشد در جريان مواد و درنتيجه عدم وجود كار سختی باشد.
از طرف ديگر نمودار نشان میدهد كه سختی با حركت به سمت مركز قطعه رفته رفته كاهش می یابد. دليل آن باتوجه به شكل٩و١٠ اعمال كار سرد به قطعه در حين فرايند نورد و ايجاد كرنش سختی باشد. همان طور كه در شكل٩ مشخص است ميزان كرنش سختی در قسمت های مركزی پای دنده كمتر است. اين روند در گزارشات پيشين محققان نيز مشاهده ميشود.
همچنين در شكل١٢ مشخص است كه در رزوه ماشينكاری شده سختی رزوه با فاصله گرفتن از سر دندانه تقريباً به صورت پيوسته كاهش می يابد. در عمليات ماشينكاری برای ايجاد رزوه، قسمت های خارجی دندانه رزوه برش میخورند. قسمت های داخلی دندانه رزوه تحت تأثير ابزار برشی قرارنگرفته و در نتيجه ساختار دانه بندی ماده دچار تغيير چندانی نميشود. اين مطلب در شكل٩ نيز مشخص است.
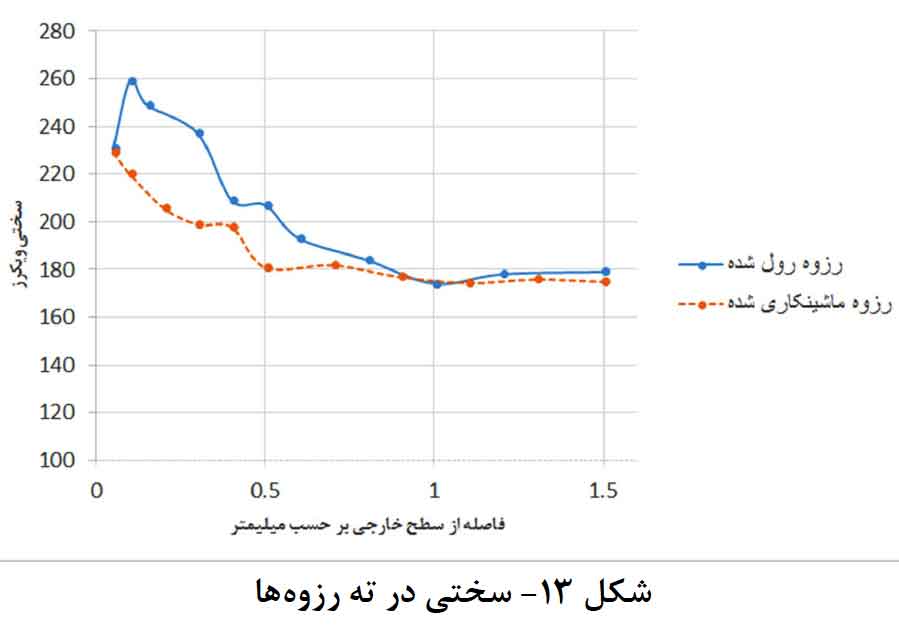
نمودار شكل١٢ نشان میدهد كه در قسمت هايی كه چندان دچار تغيير شكل پلاستيك نشده اند سختی تغيير چندانی نكرده و دارای يكنواختی نسبی در سختی است. از مقايسه دو نمودار میتوان دريافت كه سختی رزوه حاصل از فرايند پيچ زنی غلطكی از رزوه حاصل از فرايند ماشينكاری بيشتر است. شكل١٣ مقايسه ای بين تغييرات سختی در ته دندانه های رزوه شده با فرايند ماشينكاری و فرايند پيچ زنی غلطكی دارد.
 [/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_column_text]
[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_column_text]
شکل 13
همانطور كه در نمودار شكل١٣ مشخص است در ته دندانه رزوه نورد شده نيز مانند سر آن ابتدا افزايش سختی و سپس كاهش آن وجود دارد. با بالا رفتن ميزان كرنش اعمالي و كشيدگی ساختار دانه ای ماده در جهت جريان يافتن ماده. (شكل٩و١٠) و همچنين به علت فشار وارده از سمت قالب ها در ماده تنش فشاری پسماند ايجاد می شود. اين امر باعث افزايش استحكام و سختی ماده میشود.
نکته :
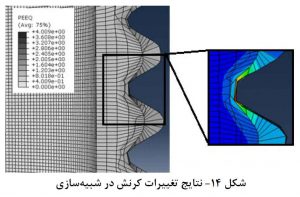
نكته مهم اين است كه ميزان سختی افزايش يافته در اين قسمت ته رزوه حدود ١٠درصد بيشتراز افزايش سختی در سر رزوه نورد شده است. حاكی از كرنش سختی بالای رخ داده در ته رزوه حاصل از پيچ زني غلطكی است و با تحقيقات پيشين مطابقت دارد. نتيجه شبيه سازی نيز مؤيد اين مسأله است(شكل١٤). بيشترين ميزان كرنش در رزوه های ايجاد شده در فرايند پيچ زنی غلطكی در ته رزوه ها اتفاق افتاده و با فاصله گرفتن از قسمت هايي كه تحت تأثير تغيير شكل گرفته اند ميزان كرنش كاهش می يابد. بنابراين در نقاطی كه در فاصله نسبتاً زياد از ماده ای كه در حين تغيير شكل قرار دارد، سختی تقريباً برابر ميزان سختي ماده رزوه شده در شرايط قبل از تغيير شكل است.
 [/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_column_text]
[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_column_text]
3-2 تأثير فرايند ايجاد رزوه بر استحكام آن
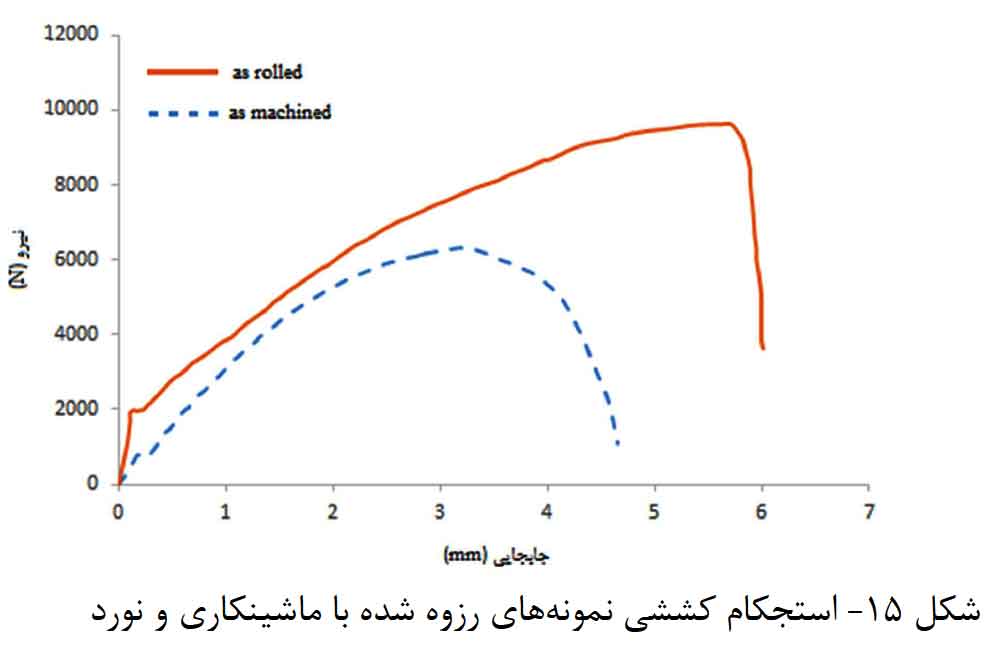
آزمايشات كشش محوری انجام شده بر روی نمونه های كشش نشان مي دهد كه استحكام كششی رزوه های ايجاد شده با فرايند پيچ زنی غلطكی و ماشينكاری با زياد شدن ميزان كرنش تا نقطه گسيختگی روند صعودی را طی میكند(شكل١٥).
از طرف ديگر تست كشش نشان داد باوجود تشابه ابعاد و هندسه كلی دو نمونه، نمونه ای كه با فرايند پيچ زنی غلطكی توليد شده است دارای استحكام كششی حدود 5/1برابر استحكام كششی نمونه توليد شده بافرايند ماشينكاری است. در فرايند ماشينكاری به علت ماهيت برشي فرايند كار سرد چندانی به قطعه اعمال نميشود در حالي كه در فرايند پيچ زني غلطكی به علت كار سردی كه بر قطعه اعمال ميشود استحكام قطعه افزايش مي يابد.
 [/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_column_text]
[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_column_text]
4- نتيجه گيری
در اين مقاله رزوه های ايجاد شده با فرايندهای پيچ زنی غلطكی برروی لوله ازجنسST37 بررسی شد. ضمن شبيه سازی فرايند پيچ زنی غلطكی با نرم افزار تجاری آباكوس، ريزساختار، سختی سطح مقطع و استحكام رزوه های توليد شده با فرايند پيچ زنی و ماشينكاری شده مقايسه و نتايج زيرحاصل شده است:
مقایسه نتایج سختی سطح و استحکام رزوه
- رزوه های ايجادشده در لوله ها با فرايند پيچ زنی غلطكی نسبت به رزوه های مشابه ايجاد شده با فرايند ماشينكاری دارای سختی بيشتری هستند. پيچ زنی غلطكی نوعی كار سرد در حين عمليات برروی قطعه اعمال می كند. اين كار سرد با تغيير در شكل دانه بندی مواد باعث سخت تر شدن قسمت های تغيير شكل يافته می شود.
- شكل دانه بندی مواد در دندانه های ايجاد شده با فرايند پيچ زنی غلطكی دچار تغيير میشود و ميزان اين تغيير در قسمت پای دنده رزوه بيشتر از ساير نقاط است.
- افزايش سختی رزوه ها درپای دنده رزوه نسبت به نقاط ديگر دندانه بيشتر است وعلت اين است كه قسمت پای دنده بيشتر ازساير قسمتها تحت كار سرد قرار ميگيرد. كار سرد اعمالی بر روی قطعه باعث فشرده شدن لايه های ماده شده و تنش پسماند فشاری در اين قسمتها به جای میگذارد و اين امر باعث افزايش سختی ميشود.
- بافاصله گرفتن از قسمت هايی از ماده كه تحت تغيير شكل قرارگرفته اند سختی قطعه ثابت و يكنواخت ميشود. ميتوان نتيجه گرفت كه فرايند پيچ زنی غلطكی باعث ايجاد سختی سطحي در قطعه رزوه شده ميشود.
- نتايج حاصل از آزمايشات حاكی ازاين است كه فرايند پيچ زنی غلطكی باعث بهبود دراستحكام و سختی لوله های رزوه شده ميشود. استحكام نمونه های رزوه شده با فرايند پيچ زنی غلطكی حدود ٥٤درصد از استحكام نمونه های رزوه شده با فرايند ماشينكاری بيشتر است. همچنين سختی در نواحی نزديك به سررزوه ها در نمونه های رزوه شده با فرايند پيچ زنی غلطكی حدود ٤درصد از سختی نمونه های رزوه شده با فرايند ماشينكاری بيشتر است. سختی در نواحی نزديك به ته رزوه ها در نمونه های رزوه شده با فرايند پيچ زنی غلطكی حدود ١٧درصد از سختی نمونه های رزوه شده با فرايند ماشينكاری بيشتر است.
نتیجه
- اين نتايج نشان ميدهد كه ميزان بهبودی در استحكام نمونه های رزوه شده با فرايند پيچ زنی غلطكی بسيار قابل توجه تر از بهبود سختی اين نمونه ها در فرايند ماشينكاری است. همچنين مقايسه استحكام و سختی نمونه های توليد شده بادو فرايند نشان ميدهد فرايند پيچ زنی غلطكی علاوه برافزايش سختی نمونه ها شكل پذيری نمونه ها راهم افزايش میدهد.
[/vc_column_text][vc_column_text]پیشگامان پیچ پارس
رجوع به مقاله : بررسی رزوه در فرايند پیچ زنی غلطکی و ماشينكاری (1)
محققین :
بهنام داودی دانشيار، آزمايشگاه تحقيقاتی سيستم های توليد پايدار، دانشكده مهندسی مكانيك، دانشگاه علم و صنعت ايران.
مهدی سليمانی كارشناسی ارشد، دانشكده مهندسی مكانيك، دانشگاه علم و صنعت ايران.[/vc_column_text][/vc_column][/vc_row]